

Üretim işleminde ahşap plastik WPC duvar panelinin deformasyon problemi nasıl çözülür?
Ahşap plastiğin deformasyon problemi nasıl çözülürWPCÜretim sürecinde duvar paneli?
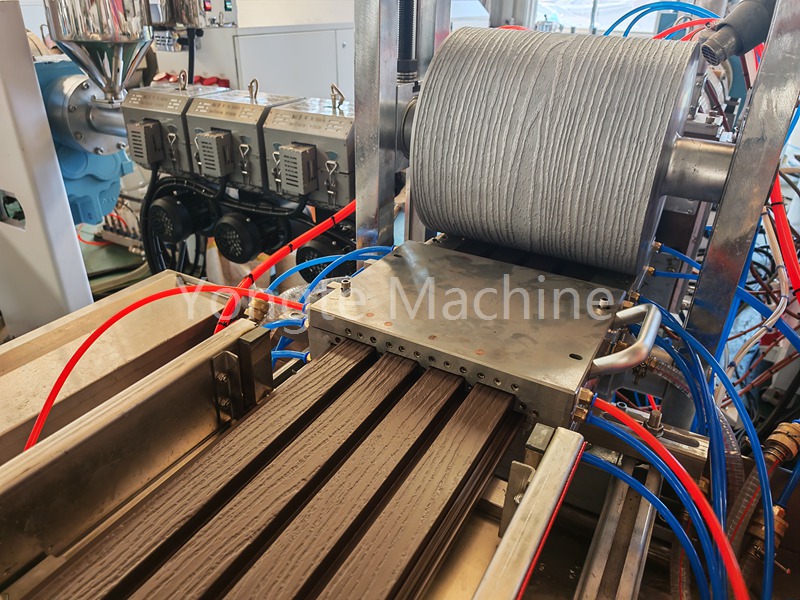
Ahşap-plastik kompozit (WPC) duvar paneli üretimindeki deformasyon sorunları tipik olarak malzeme oranları, üretim süreçleri, ekipman parametreleri, soğutma ve kalıplama aşamaları gibi birçok faktörden kaynaklanmaktadır. Yaygın deformasyon belirtileri, tüm üretim sürecinde kapsamlı optimizasyon gerektiren çarpıtma, bükülme, düzensiz büzülme ve yüzey düzensizliklerini içerir.

Aşağıda, yıllarca süren pratik deneyim yoluyla Yongte ekibi tarafından geliştirilen belirli neden analizleri ve sistematik çözümler verilmiştir:
Temel nedenler: "hammadde" den "bitmiş ürüne" kadar temel faktörler
Ahşap plastik kompozit duvar panelleri öncelikle ahşap liflerden (ahşap unu ve bambu tozu gibi) ve termoplastik polimerlerden (PVC, PE ve PP dahil) oluşur. Bu iki bileşen farklı özellikler sergiler: ahşap lifler güçlü nem emme özellikleri gösterirken, plastikler önemli termal genişleme ve kasılma gösterir. Üretim süreçleri performans özelliklerini dengeleyemezse, iç stres birikimi meydana gelebilir ve sonuçta yapısal deformasyona yol açabilir. Belirli nedenler aşağıdaki gibi parçalanabilir:
L Hammadde Bağlantı: Ahşap tozunun yüksek nem içeriği, plastik ve odun tozu arasındaki zayıf uyumluluk, mantıksız katkı maddeleri oranı;
L Plastikleştirme ekstrüzyon işlemi: Malzemenin eşit olmayan plastikleştirilmesi, uygunsuz vidalı dönüş hızı/sıcaklık kontrolü, küf tasarımı kusurları;
L Soğutma ve ayar işlemi: Soğutma hızı çok hızlı/düzensizdir, ayar kalıbının yetersiz bağlanması;
L Çekiş kesme bağlantısı: Çekiş hızı ve ekstrüzyon hızı eşleşmez, kesme sırasında stres serbest bırakılmaz;
L Son işlem süreci: Bitmiş ürünlerin yanlış istiflenmesi, zaman sınırı tedavisi eksikliği, sıcaklık kaybı ve depolama ortamında nem kontrolü.

Çözüm: Her bağlantının hassas optimizasyonu
1 , Hammadde Ön Tedavi: Kaynaktan Deformasyon Riskini Azaltın
Hammadde temeldir ve "ahşap toz nem emilimi" ve "düzensiz plastikleşmenin" iki temel problemi çözülmelidir.
1.1 Ahşap un nem içeriğinin sıkı kontrolü
Ahşap tozunun yüksek nem içeriği (genellikle%3'ten az olması gerekir), ekstrüzyon işleminde su buharlaşması nedeniyle kabarcıklar üretecektir ve bitmiş ürünün nemi emmesi ve daha sonraki aşamada genişlemesi kolaydır, bu da lokal deformasyona neden olur.
Çözüm: Ahşap tozu sıcak hava kurutucu kullanılarak ön işlenir (sıcaklık 80-120℃, zaman 2-4 saat) veya vakum kurutucu ve ikincil nem emilimini önlemek için kurutulduktan hemen sonra kapalı bir şekilde saklanır; Hammaddenin nem içeriği karıştırılmadan önce örneklenir ve test edilir ve gereksinimleri karşılayamayan hammaddenin kullanım yasaktır.
1.2 Hammadde oranını optimize edin ve uyumluluğu artırmak
Ahşap elyaf ve plastik doğada uyumlu değildir. Hiçbir uyumsuzlaştırıcı eklenmezse, ikisi arasında zayıf arayüzey bağına ve soğutma sırasında büzülme oranındaki büyük farka yol açmak kolaydır, bu da bükülmeye neden olur.
Rx:
Katkı maddeleri: PVC bazlı ahşap plastik klorlu polietilen (CPE) ve akrilik ester eklemek; PE/PP bazlı ahşap-plastik, odun tozu ve plastik arasındaki bağlanma kuvvetini arttırmak için genellikle toplam hammaddenin% 2-5'i olan malik anhidrit aşılanmış polietilen (PE-G-MAH) ekler.
Ahşap tozunun oranını kontrol edin: çok yüksek oranda ahşap tozu (genellikle%60'dan az olması önerilir) malzemelerin tokluğunu azaltacak ve çatlaması kolay ve deforme olur; Kullanıma göre ayarlanması önerilir, ahşap toz oranının% 40-50'si ev dekorasyon duvar panelleri için uygundur ve% 55'i endüstriyel kurulum için uygun şekilde artırılabilir.
Anti-deformasyon katkı maddeleri ekleyin: Malzemenin genel büzülmesini azaltmak için talk tozu ve kalsiyum karbonat (birleştirme maddesi tarafından aktive edilmesi gereken)% 1-% 3 inorganik dolgular ekleyin; Daha sonraki yaşlanmada deformasyonu azaltmak için% 0.5-% 1 antioksidan (1010 gibi) ve UV absorpers ekleyin.
1.3 Hammadde karıştırma homojenliğinin kontrolü
Düzensizliğin karıştırılması, yerel ahşap un/plastik oranının dengesizliğine yol açacaktır ve ekstrüzyondan sonra her parçanın kasılması tutarlı değildir.
Çözüm: Yüksek hızlı bir mikser (dönen hızı 800-1200r/dakika), önce plastik parçacıklar, uyumlayıcı ve katkı maddeleri ekleyin, plastik yumuşatmaya ısı (PVC yaklaşık 100-120℃, PE yaklaşık 120-140℃), sonra kurutulmuş ahşap toz ekleyin, 5-8 dakika karıştırın, malzemenin eşit ve gevşek durum olduğundan emin olun, yumru yok.

2 , Ekstrüzyon kalıplama işlemi: plastikleşme ve stres dengesi
Ekstrüzyon, ahşap plastik duvar paneli oluşumunun temel işlemidir ve düzensiz plastikleşme ve sıcaklık/dönüş hızı kontrolü deformasyonun ana nedenleridir.
2.1 Vida kombinasyonu ve hızının optimizasyonu
Vida, malzeme plastikleşmesinin anahtarıdır. Kesme kuvveti yetersizse, ahşap tozu ve plastik tam olarak entegre edilemez; Kesme kuvveti çok büyükse, yerel aşırı ısınmaya ve bozulmaya neden olmak kolaydır, bu da iç stresle sonuçlanır.
Rx:
Vidalı Seçim: Bariyer tipi vida veya ayırma tipi vida, özellikle yüksek ahşap toz içeriğine sahip formülasyonlar için malzemelerin kesme ve karıştırma kapasitesini arttırmak için kullanılır, vida uzunluğu/çap oranı arttırılmalıdır (l/d = 28-32: 1 önerilir).
Döner Hız Kontrolü: Tipik olarak 30-60 rpm arasında değişen hammadde formülasyonuna göre ayarlanır. Aşırı dönüş hızı (>60 rpm), malzemede yetersiz plastikleşmeye ve artık ayrılmamış parçacıklara yol açabilir. Tersine, aşırı düşük dönüş hızı (<30 rpm), yaşlanmaya ve bozulmaya neden olabilecek düşük üretim verimliliği ve namludaki malzemelerin uzun süreli kalma süresi ile sonuçlanır.
2.2 Namlu ve nozul sıcaklığının kesin kontrolü
Aşırı sıcaklıklar plastik bozulmaya ve odun ununun karbonizasyonuna neden olabilir ve malzeme mukavemetini azaltır. Tersine, yetersiz sıcaklıklar yetersiz plastikleşmeye ve zayıf malzeme akışına yol açar, bu da ekstrüzyondan sonra eşit olmayan büzülme deformasyonuna neden olur. Die kapısı sıcaklığı, kalıp kapısı sıcaklığı, kalıp kapısında erken soğumayı önlemek için homojenleştirme bölgesinden biraz daha yüksek olan segmentli bir sıcaklık kontrol sistemi uygulanmalıdır, bu da malzeme deşarj sorunlarına veya yüzey pürüzlülüğüne neden olabilir (daha sonraki aşamalarda deformasyon risklerinin artması). Sıcaklık profilleri plastik substrata göre ayarlanmalıdır:
|
Silindir bölümü |
sıcaklık aralığı(℃) |
harekete geçmek |
|
Besleme bölümü |
140-160 |
Köprülemeyi önlemek için malzemeyi önceden ısıtın |
|
Sıkıştırılmış bölüm |
160-175 |
Yavaş yavaş plastikleştirme, hava kovulması |
|
Uyumlu segment |
175-185 |
Düzgün plastikleşmeyi sağlamak için iyice karıştırın |
|
Kafa/ağız |
180-190 |
Malzemelerin hızlı soğumasını önlemek için kararlı akıntı |

2.3 Kalıp tasarımını ve hassasiyetini optimize edin
Kalıp, duvar plakasının şeklinin doğrudan belirleyicisidir. Kalıp açıklığının eşit olmayan akış kanalı ve kalıplamanın zayıf yapışması, malzemelerin ekstrüzyonu ve soğutma sonrasında deformasyon sırasında eşit olmayan kuvvete yol açacaktır.
Rx:
Kalıp Ağız Akış Kanalı: Kalıp ağzında düzgün malzeme akış hızını sağlamak için kademeli akış kanalı tasarımı kabul edilir (kenarda hızlı akış hızından ve ortada yavaş akış hızından kaçının) ve akış kanalının yüzeyi cilalanmalıdır (pürüzlülük RA≤ 0.8μm) Malzemenin akış direncini azaltmak.
Şekillendirme küfü: Vakum adsorpsiyon şekillendirme küfünü duvar plakasının kalınlığına göre tasarlayın (duvar plakasının kalınlığı 5-10 mm'dir ve vakum derecesi 0.04-0.06mPa'da kontrol edilir), duvar plakasının şekillendirme kalıbına yakından bağlı olduğundan emin olun ve şekillendirme kalıbına açık bir şekilde soğutma kalıbında açık bir şekilde soğutma kalıbına açık bir şekilde ertelenir.
2.4 Soğutma ve Ayar: İç stresi ortadan kaldırmanın anahtarı
Soğutma ve uygunsuz ayar, duvar paneli bükülmesinin ve bükülmesinin en doğrudan nedenidir, çekirdek "düzgün soğutma, stresin yavaş salınması" dır.
2.4.1 "Ani soğutma" yerine "kademeli soğutma" kullanımı
Taze ekstrüde edilmiş duvar plakasının sıcaklığı yüksektir (yaklaşık 160-180℃). Doğrudan düşük sıcaklıklı soğutma tankına yerleştirilirse (<20℃), iç kısım hızla küçülür ve sertleşirken, iç kısım hala yüksek sıcaklık yumuşatma durumundadır. Daha sonraki aşamada, iç daralma yüzeyi çekerek bükülmeye neden olur (genellikle "ortada ve her iki tarafta içbükey").
Çözüm: Üç aşamalı bir soğutma sistemi kurun:
Birinci Seviye Soğutma (Stabilize Kalıp Soğutma): Duvar sıcaklığı 180'den azaltıldı℃ 80-100'e℃ Sabitleştirici kalıptaki su kanalı aracılığıyla (su sıcaklığı 50-60'da kontrol edilir℃) ve şekil önceden sabitlenir;
İkincil Soğutma (Sprey Soğutma): 40-50 püskürtmek için atomizasyon sprey ekipmanını kullanın℃ ılık su ve sıcaklığı 40-50'ye düşürün℃;
Seviye 3 Soğutma (Soğuk Su Soğutma): 20-30'da soğuk su deposuna girin℃ ve oda sıcaklığına tamamen soğuyun (kalma süresi 5-8 dakika).
Anahtar: Soğutma suyu, bir tarafta aşırı soğutmayı önlemek için duvar plakasının her iki tarafını eşit olarak kaplamalıdır (pürüzsüz akış sağlamak için kılavuz plakalar su deposuna yerleştirilebilir).

2.4.2 Kontrol Soğutma Hızı ve Süresi
Soğutma hızı duvar kalınlığına uymalıdır: İnce duvar kalınlığı <5mm, toplam soğutma süresi 8-10 dakika içinde kontrol edilebilir; Kalın duvar kalınlığı> 8mm, tam iç soğutmayı sağlamak ve sonraki aşamada "ikincil büzülmeden" kaçınmak için 12-15 dakikaya kadar uzatılması gerekir.
(4) Çekiş ve Kesme: Dış kuvvetlerin neden olduğu deformasyondan kaçının
Çekiş hızının dengesizliği ve yanlış kesme süresi, duvar panellerinin iç stresini yapay olarak artırarak deformasyona neden olacaktır.
2.5 Çekiş hızının ve ekstrüzyon hızının eşleşmesi
Çok hızlı çekiş hızı: Duvar plakasını uzatır, bu da uzunlamasına büzülme hızında bir artışa neden olur, daha sonra "küçülmesi" deformasyonunun "büzülmesi";
Çok yavaş çekiş hızı: Duvar plakası kalıplamada çok uzun süre kalır, bu da kendi ağırlığı nedeniyle sarkması ve bükülmesi kolaydır.
Çözüm: Değişken frekans hızla düzenlenen çekiş makinelerini kullanın. Ekstrüzyon çıkışının gerçek zamanlı sensör izlenmesi yoluyla, 1.05-1.1: 1 arasında çekiş-ekstrüzyon hızı oranını koruyun (çekiş hızının, kırışıklık olmadan düz duvar panellerini garanti etmek için ekstrüzyon hızını biraz aşmasını sağlamak). Eşzamanlı olarak, herhangi bir tarafta eşit olmayan yüklemeyi önlemek için hem üst hem de alt silindirlerde (basınç 0.2-0.3MPa) düzgün basınç koruyun.
2.5 Kesme süresi ve ekipman hassasiyeti
Duvar paneli tamamen soğutulmadığında (sıcaklık> 30℃) kesme sırasında veya kesme testere bıçağı keskin değildir ve dönüş hızı çok düşüktür, son kenardaki dengesiz kuvvet lokal deformasyona neden olur.
Rx:
Kesme Süresi: Üçüncü soğutma seviyesinden sonra, duvar sıcaklığının oda sıcaklığına indirildiğinden emin olun (<25℃) kesmeden önce;
Kesme Ekipmanı: Yüksek hızlı dairesel testere (devrimler 3000-4000R/dk) kullanılır. Testere bıçağının düzenli olarak cilalanması gerekir. Kesme sırasında, kesme sırasında sallanmayı önlemek için duvar plakası kılavuz cihazdan sabitlenir.

2.6 Tedavi ve Depolama: Kalıp Etkisini Birleştirin
Üretim süreci iyi kontrol edilmiş olsa bile, işleme sonrası uygunsuz hala deformasyona yol açabilir ve "stres salımı" ve "çevre kontrolü" odaklanmalıdır.
2.6.1 Bitmiş ürün süresi tedavisi (stres salınımı)
Yeni üretilen duvar panelleri hala tamamlanmamış iç strese sahiptir, bu da doğrudan istiflenirse kademeli olarak deforme olması kolaydır.
Çözüm: Kesilmiş duvar panelleri düz bir palet üzerinde düzgün bir şekilde istiflenir ve her bir yığın yüksekliği 1,2 metreden fazla değildir (ağır basınçtan kaynaklanan tabanın deformasyonunu önlemek için). Duvar panelleri normal bir sıcaklığa yerleştirilir (20-25℃) ve iç stresin doğal olarak serbest bırakılmasına izin vermek için 7-10 gün boyunca havalandırılmış ortam. Bu sürece "Zaman Etkisi Tedavisi" denir.
2.6.2 Standartlaştırılmış depolama ve ulaşım
Depolama ortamı nemli: ahşap toz nemi emer ve genişler, bu da duvar tahtası bükülmesine neden olur;
Ortam sıcaklığının muazzam değişimi: Plastik termal genleşme ve soğuk kasılma yoğunlaşarak çarpmaya neden olur.
Rx:
Depolama Deposu: Kuru Tutun (Bağıl Nem≤%60), havalandırılmış, doğrudan güneş ışığından ve yakın ısı kaynağından kaçının (ısıtma, kazan gibi);
İstifleme yöntemi: Duvar panelleri, hava sirkülasyonunu sağlamak için ortada ahşap şeritler (50-100mm aralıklı) ile ayrılmış alternatif bir şekilde "yüz yüze, arka arkaya" istiflenmelidir; Nemin zemini istila etmesini önlemek için taban yastık ağacı (yerden en az 10 cm yukarıda) ile kaldırılmalıdır;
Taşıma işlemi: Yağmurdan kaçınmak için yağmur geçirmez bezle örtün; Sıkıştırma ve çarpışmayı önlemek için yükleme ve boşaltma sırasında dikkatlice kullanın.
özetlemek
Ahşap-plastik kompozit WPC duvar panellerinin deformasyon zorluğu, kapsamlı bir iş akışına bağlılık gerektiren bir "sistemik işlemi" temsil eder: hammaddelerde nem kontrolü→ muntazam plastikleşme→ kademeli soğutma→ stres tahliyesi→ standartlaştırılmış depolama. Anahtar, iç stres birikimini en aza indirmek için ahşap liflerin ve plastiklerin farklı özelliklerini dengelemektir. Optimize edilmiş ekipman ve kalite izleme ile birlikte kritik parametreleri (özellikle nem içeriği, sıcaklık ve soğutma oranları) tam olarak düzenleyerek, deformasyon hem üretim gereksinimlerini hem de uygulama ihtiyaçlarını karşılayarak%1 içinde kontrol edilebilir.