

WPC Kapı Üretiminde Boyutsal Sapma, Çarpıklık ve Deformasyon Çözümü
WPC Kapı Üretiminde Boyutsal Sapma, Çarpıklık ve Deformasyon Çözümü
Soyut
Ahşap-Plastik Kompozit (WPC) kapılar, çevre dostu olma, nem direnci, korozyon direnci ve düşük kapsamlı üretim maliyeti gibi olağanüstü avantajları sayesinde modern kapı ve pencere imalat endüstrisinde ana ürün olarak ortaya çıkmıştır. Bununla birlikte, boyutsal sapma, çarpıklık ve geri dönüşü olmayan deformasyon, WPC kapılarının ekstrüzyon ve kalıplama işlemi sırasında yaygın olarak görülen üç kalite kusurudur. Bu sorunlar, bitmiş ürünlerin yüzey düzgünlüğünü ve genel görünümünü azaltmakla kalmayıp, aynı zamanda sonraki montaj verimliliğini, ürün hizmet ömrünü ve müşteri memnuniyetini de doğrudan etkilemektedir. Yongte'nin profesyonel mühendisleri, uzun yıllara dayanan yerinde üretim deneyimine ve teknik araştırmaya dayanarak, WPC kapı üreticilerinin üretim süreçlerini optimize etmeleri ve ürün kalitesini yükseltmeleri için güvenilir teknik referanslar sağlamayı amaçlayarak yukarıdaki üç kusur için hedeflenen ayarlama ve düzeltme çözümlerini özetlemektedir.

1. Giriş
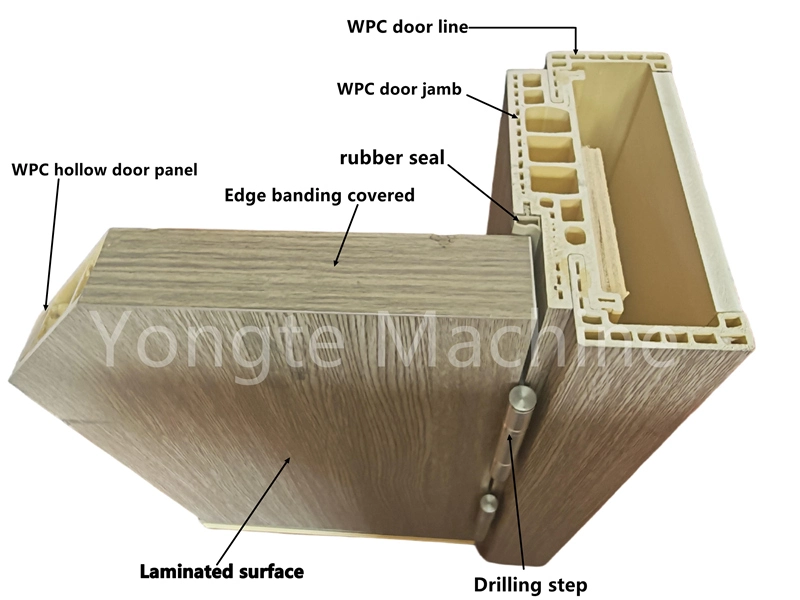
WPC malzemeleri, yüksek sıcaklıkta eritme ve ekstrüzyon kalıplama yoluyla bitki lifi, termoplastik reçine, fonksiyonel katkı maddeleri ve diğer hammaddelerle birleştirilir. Hammadde formül oranı, ekstrüzyon sıcaklığı, soğutma sistemi, çekiş hızı ve kesme işlemi gibi birçok faktörden etkilenen yarı mamul ve mamul WPC kapı ürünleri, dengesiz genel boyutlara, tek taraflı veya iki taraflı bükülmeye ve yapısal deformasyona eğilimlidir. Geleneksel masif ahşap kapılardan ve PVC kapılardan farklı olarak WPC kapıları karmaşık iç yapısal stres özelliklerine sahiptir. Tek bir süreç parametresinin kör hata ayıklaması, kalite kusurlarını tamamen ortadan kaldıramaz; kalıplama, soğutma ve son işlemlere kadar sistematik optimizasyon gereklidir. Bu makale yaygın kusurların temel nedenlerini analiz ediyor ve uygulanabilir düzeltme stratejileri ortaya koyuyor.
2. Yaygın WPC Kapı Kusurlarının Nedenleri ve Düzeltme Çözümleri
2.1 Boyutsal Sapma
2.1.1 Arıza Nedenleri
Boyutsal sapma, WPC kapılarının gerçek uzunluğu, genişliği ve kalınlığı ile standart tasarım değerleri arasındaki hatayı ifade eder ve çoğunlukla kesme aşamasında ve ekstrüzyon kalıplama aşamasında ortaya çıkar. Temel tetikleyici faktörler arasında profillerin dengesiz soğuması, dalgalanan çekiş hızı, şekillendirme sisteminin mantıksız yapısal tasarımı ve manuel veya mekanik kesimdeki hatalar yer alır. Aşırı boyutsal hatalar, kapı çerçevesi montajı sırasında eşleşmenin kötü olmasına yol açarak boşluklara, kapı sıkışmasına ve diğer satış sonrası sorunlara yol açacaktır.
2.1.2 Mesleki Düzeltme Önlemleri
Yongte'nin teknik ekibine göre, vakumla şekillendirme, su soğutma sirkülasyonu ve sabit çekiş kontrolünden oluşan birleşik süreç, WPC kapılarının boyutsal doğruluğunu kontrol etmenin temelini oluşturuyor. İlk olarak, termal genleşme ve soğuk büzülmenin neden olduğu profil genleşmesini veya büzülmesini önlemek amacıyla, ekstrüde WPC profillerinin dış konturunu gerçek zamanlı olarak sınırlamak için vakum şekillendirme sistemi benimsenmiştir. İkincisi, sirkülasyonlu su soğutma cihazı, kapı panelinin iç ve dış katmanlarının eşit ve kademeli olarak soğutulmasını sağlayacak, yerel büzülme farklılıklarını ortadan kaldıracak ve kalıplama sonrasında profilin temel boyutunu stabilize edecek şekilde yapılandırılmıştır.
Ek olarak, hızlı ve yavaş çekişin neden olduğu boyut titremesini önlemek için yüksek hassasiyetli, sabit hızlı bir çekiş cihazının eşleştirilmesi önemlidir. Optimize edilmiş sabit uzunlukta kesme ekipmanıyla birlikte çalışan tüm üretim hattı, kendi içinde kontrol edilen kesme doğruluğunu gerçekleştirebilir.±1 mmBitmiş WPC kapıların yüksek standartlı montaj gereksinimlerini tam olarak karşılayan.

2.2 Panel Çarpılması
2.2.1 Arıza Nedenleri
Çarpıklık, WPC kapılarında en sık görülen kusurlardan biridir ve çoğunlukla kapı panelinin yatay veya dikey yönde ark bükülmesi olarak kendini gösterir. Ana kök, profilin her iki tarafında kaplamanın asimetrik soğuma hızına, ekstrüzyon kalıbının kalıp dudağının tutarsız boşluğuna ve kararsız çekiş gerilimine neden olur. Asimetrik soğutma, kapı panelinin üst ve alt yüzeylerinde tutarsız büzülme gerilimine yol açacaktır; makul olmayan kalıp dudak boşluğu, kompozit malzemelerin eşit olmayan şekilde boşaltılmasına neden olacaktır; ve çekiş hızının sık dalgalanması, yarı mamul ürünlerdeki dengesiz gerilim dağılımını kötüleştirecektir.
2.2.2 Mesleki Düzeltme Önlemleri
Çarpma problemini temelden çözmek için üreticilerin soğutma sistemi, kalıp yapısı ve çekiş parametrelerinden senkron optimizasyon yapması gerekiyor. Öncelikle dengeli soğutma yönetimi uygulayın, şekillendirme kalıbının her iki tarafındaki soğutma suyu kanalının su akışını ve sıcaklığını ayarlayın, WPC kapı panelinin üst ve alt parçalarının senkronize soğutma hızını sağlayın ve soğutma aşamasında oluşan stres farkını azaltın.
İkinci olarak, erimiş WPC malzemelerinin eşit şekilde boşaltılabilmesi ve kapı panelinin tüm parçalarının yoğunluğunun tutarlı kalması için, sol ve sağ ile üst ve alt taraflardaki boşluk simetrisini sağlamak için ekstrüzyon kalıbının kalıp dudak boşluğunu düzenli olarak tespit edin ve kalibre edin. Son olarak, çekiş ünitesinin sabit çalışma hızını koruyun, makul bir gerilim eşiği ayarlayın, ani hızlanma ve yavaşlamadan kaçının ve harici çekiş kuvvetinin, soğutulmamış kürlenmiş kapı panelinin geri dönüşü olmayan bükülme çarpıklığına neden olmasını önleyin.

2.3 Yapısal Deformasyon
2.3.1 Arıza Nedenleri
Yüzey çarpıklığından farklı olarak yapısal deformasyon, girinti, burulma ve genel çökme dahil olmak üzere WPC kapı profillerinin dahili kalıcı hasarına aittir. Bu kusurun temel nedeni mantıksız soğutma yolu tasarımı, malzeme içinde kalan iç gerilim ve dengesiz hammadde formülüdür. Makul olmayan soğutma yolları profil içinde aşırı artık gerilime yol açacaktır; bitki lifi, plastik matris ve katkı maddelerinin uyumsuz oranı, WPC malzemelerinin sağlamlığını ve yapısal stabilitesini azaltacak ve bitmiş ürünleri, dış sıcaklık değişiklikleri ve dış kuvvet ekstrüzyonu altında deformasyona yatkın hale getirecektir.
2.3.2 Mesleki Düzeltme Önlemleri
Yongte mühendisleri yapısal deformasyonu çözmek için üç temel optimizasyon yönü önermektedir: soğutma yollarını optimize etmek, kalan iç gerilimi serbest bırakmak ve hammadde formülünü ayarlamak. Soğutma yolları açısından, şekillendirme ekipmanının iç ve dış soğutma suyu kanallarının düzenini yeniden tasarlayın, ön soğutma, sabit sıcaklıkta şekillendirme ve son soğutmanın kademeli soğutma modunu benimseyin, kalıplamayı soğuturken yavaş stres salınımı gerçekleştirin ve aşırı iç stres birikimini önleyin.
İç gerilim düzenlemesi için, çekiş işleminden sonra bir gerilim giderme eskitme bölümü ekleyin, başlangıçta kalıplanan kapı panelini, artık gerilimi ortadan kaldırmak için belirli bir süre boyunca sabit sıcaklık ve sabit nem ortamına yerleştirin. Formül optimizasyonu açısından, ahşap tozu, plastik parçacıklar, birleştirme maddesi ve stabilizatörün karışım oranını ayarlayın, bitki lifi ve termoplastik reçine arasındaki arayüzey bağlanma kuvvetini geliştirin, kompozit malzemelerin genel tokluğunu ve anti-deformasyon yeteneğini artırın ve temel olarak yapısal deformasyon olasılığını azaltın.
3. Sonuç
Boyutsal sapma, çarpıklık ve deformasyon, WPC kapı ürünlerinin kalite yükseltmesini kısıtlayan temel darboğazlardır ve çeşitli kusurların ortaya çıkması birbiriyle ilişkilidir ve birden fazla üretim bağlantısından etkilenir. Gerçek üretimde üreticiler yalnızca tek parametreli hata ayıklamaya güvenmemeli, aynı zamanda hammadde formülü, ekstrüzyon kalıplama, vakum şekillendirme, su soğutmalı soğutma ve sabit hızlı çekişi kapsayan tam prosesli bir kalite kontrol sistemi de oluşturmalıdır.
Boyutsal hataları kontrol etmek için vakum şekillendirme + su soğutma + kararlı çekişten oluşan yüksek hassasiyetli üretim sürecinin benimsenmesi, çarpıklığı sınırlamak için dengeli soğutma ve simetrik kalıp yapısının eşleştirilmesi ve yapısal deformasyonu ortadan kaldırmak için soğutma yolları ve malzeme formüllerinin optimize edilmesi, yukarıdaki genel kalite sorunlarını etkili bir şekilde çözebilir. WPC kapı işletmeleri için standartlaştırılmış proses parametre ayarı ve günlük ekipman bakımı da uzun vadeli istikrarlı ürün kalitesini korumak için önemli ön koşullardır.