

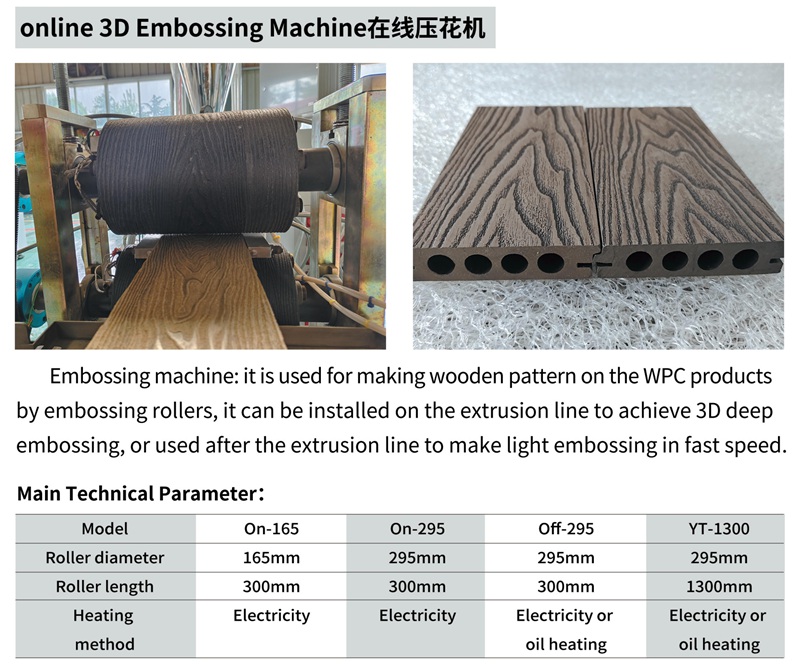
WPC Demirleme Çevrimiçi Kabartma Sorunları için Çözüm
WPC Demirleme Çevrimiçi Kabartma Sorunları için Çözüm
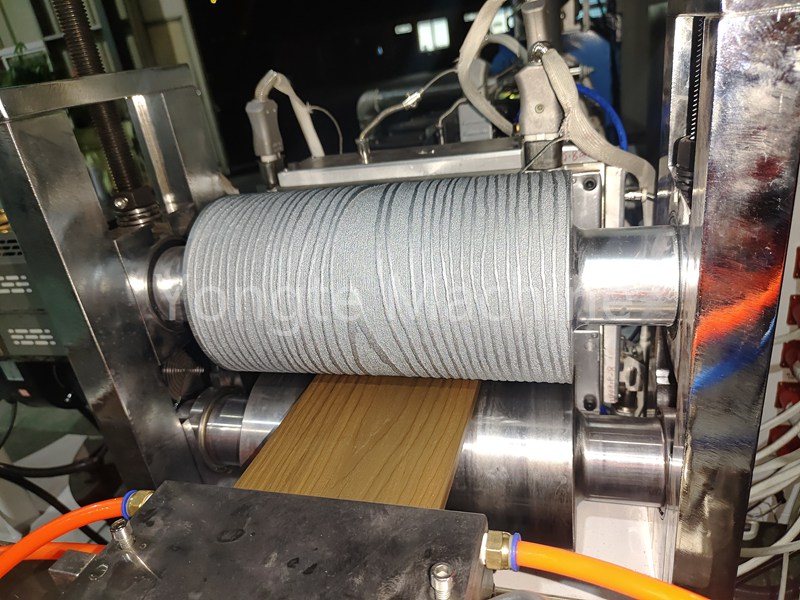
WPC zemin kaplaması üretirken, çevrimiçi kabartma ürünün kalitesi için çok önemlidir, ancak birçok operatör üretim sırasında sorunlarla karşılaşır, bu da bu bulanık desenlere veya düzensiz kabartma derinliklerine neden olur.
Panik yapma! Bugün, Yongte profesyonel kabartma "İlk Yardım Çeç" i sizinle paylaşacak. Okuduktan sonra, yüksek kaliteli WPC zeminini doğrudan kavrayabilirsiniz! Aslında, kilit noktalarda ustalaştığınız sürece, rollover sahnesi de muhteşem bir şekilde dönüştürülebilir! Daha sonra, Yongte mühendisleri "rollover sahnesini" "görünüm tavanı" na dönüştürmek için adım adım öğretecekler!

Ahşap plastik döşemenin yüzeyindeki belirsiz patern, hammaddeler, üretim süreci, ekipman kalıpları vb. Gibi birçok faktörden kaynaklanabilir. Aşağıdakiler belirli nedenler ve çözümlerdir:
I. Hammadde Sorunları
1. mantıksız hammadde oranı
Sebep:
Ahşap tozu/bambu tozu gibi bitki liflerinin içeriği çok yüksektir veya plastik substratların (PE, PVC gibi) oranı çok düşüktür, bu da karışımın zayıf akışkanlığına ve kalıp desen detaylarını doldurmada zorluklara neden olur.
Çok fazla dolgu (kalsiyum karbonat gibi) eriyiğin plastisitesini azaltabilir ve belirsiz desen basmasına neden olabilir.
Çözüm önerileri:
Formül oranını optimize edin ve eriyik yüksek sıcaklıkta iyi bir akışkanlığa sahip olmasını sağlamak için plastik substrat içeriğini (PE/PVC oranı gibi%40 ~%60'a yükseltti) uygun şekilde artırın.
Dolgu miktarını kontrol edin veya karışımın tekdüzeliğini artırmak için daha ince parçacık boyutuna (nano kalsiyum karbonat gibi) dolgu malzemeleri kullanın.
2. Kötü hammadde erime etkisi
Sebep:
İşleme sıcaklığı yetersizdir, plastik tamamen eritilmez ve fiberle kombinasyon sıkı değildir ve kalıp dokusu presleme sırasında tam olarak iletilemez.
Hammaddelerin nem içeriği çok yüksektir (özellikle ahşap toz) ve su buharı yüksek sıcaklıkta üretilir, bu da yüzey kabarcıklarına veya bulanık desenlere neden olur.
Çözüm önerileri:
Plastiğin tamamen plastikleştirilmesini sağlamak için ekstrüder sıcaklığını (eritme bölümünün sıcaklığını 5 ~ 10 ℃ arttırmak gibi) arttırın ve aynı zamanda aşırı sıcaklığın neden olduğu malzeme bozulmasını önleyin.
Kurutma ekipmanı ile önceden işlenebilen ahşap tozu (nem içeriği%3'ün altında kontrol edilir) gibi fiber hammaddeleri kurutun.

İi. Üretim süreci sorunları
1. Yetersiz ekstrüzyon basıncı
Sebep:
Ekstrüder vida hızı çok düşük veya vida aşınır, bu da yetersiz eriyik basıncına neden olur ve kalıp desen oluğunu etkili bir şekilde dolduramaz.
Kalıp akış kanalı tasarımı mantıksızdır (giriş bölümü çok geniş, sıkıştırma oranı yetersizdir), bu da aşırı basınç kaybına neden olur.
Çözüm önerileri:
Vida hızını uygun şekilde arttırın (10 ~ 20R/dk artan) veya eriyik iletim basıncını arttırmak için yıpranmış vida/namluyu değiştirin.
Kalıp yapısını optimize edin, sıkıştırma bölümünün uzunluğunu artırın veya desende yeterli basınç sağlamak için akış kanalı sıkıştırma oranını (2: 1 ila 3: 1 gibi) ayarlayın.
2. Yanlış kabartma zamanlaması ve soğutma kontrolü
Sebep:
Kabartma silindiri ve ekstrüder çıkışı arasındaki mesafe çok uzak, eriyik çok hızlı soğuyor ve yüzey sertleştikten sonra net bir desen ekstrüde etmek zor.
Kabartma silindirinin sıcaklığı çok yüksek veya çok düşüktür: çok yüksek sıcaklık kolayca desen deformasyonuna neden olabilir; Çok düşük sıcaklık, eriyenin hızlı bir şekilde soğumasına neden olur ve desen eksiktir.
Soğutma hızı eşit değildir ve hızlı büzülme nedeniyle yerel desen bulanıktır.
Çözüm önerileri:
Erimenin en iyi plastik durumda olduğundan emin olmak için kabartma istasyonu ile ekstrüder arasındaki mesafeyi kısaltın (50 ~ 100 cm içinde kontrol edilmesi önerilir).
Sıcaklık kontrol sistemi boyunca gerçek zamanlı olarak ayarlanabilen kabartma silindirinin (genellikle erime sıcaklığından 20 ~ 30 ℃ daha düşük) sıcaklığını tam olarak kontrol edin.
Soğutma sistemini optimize edin ve düzgün yüzey soğumasını sağlamak ve hızlı soğutma deformasyonundan kaçınmak için segmentli soğutma (önce hava soğutma ve daha sonra su soğutma gibi) kullanın.
III. Ekipman ve kabartma silindiri sorunları
1. Kabartma Silindir aşınma veya tasarım kusurları
Sebep:
Uzun süreli kullanımdan sonra, kabartma silindirinin kenarı yıpranır ve körelir, bu da kabartmalı desenin üç boyutlu duygusu ile sonuçlanır.
Desen derinliği çok sığdır (<0.3mm gibi) veya açı çok büyüktür (eğim açısı> 60 °) ve eriyenin uç detaylarını doldurması zordur.
Çözüm önerileri:
Kabartma silindirinin aşınmasını düzenli olarak kontrol edin, desenin keskin kenarını sağlamak için zamanında koruyun veya değiştirin.
Kabartma silindir paterninin tasarımını optimize edin: Derinliğin 0.5 ~ 1.0mm olması önerilir ve eriyik doldurma ve demoldlemeyi kolaylaştırmak için konik açı 45 ° ~ 55 ° 'de kontrol edilir.
2.. Yetersiz kabartma silindir hassasiyeti
Sebep:
Kabartma silindirinin yüzey pürüzlülüğü yeterli değildir (RA değeri> 1.6μm gibi) veya desen gravür hassasiyeti düşüktür (yetersiz lazer gravür çözünürlüğü gibi), bu da bulanık çizgilerle sonuçlanır.
Kabartma silindiri ile çekiş silindiri arasındaki basınç düzensizdir (sol ve sağ basınç farkı>%5 gibi), bu da desenin kısmi netliğine ve kısmi bulanıklığına neden olur.
Çözüm önerileri:
Kabartma silindirinin yüzey işlemi (krom kaplama, ayna parlatma gibi), pürüzlülüğün kontrolü RA≤0.8μm ve yüksek hassasiyetli gravür teknolojisi (fiber lazer gravürü, çözünürlük ≤0.02mm gibi) kullanın.
Basınç sensörü tarafından gerçek zamanlı olarak izlenebilen sol ve sağ taraflarda (hata <%2) düzgün basınç sağlamak için kabartma silindir basınç sistemini kalibre edin.

IV. Diğer faktörler
1. çok hızlı çekiş hızı
Sebep:
Çekiş hızı, ekstrüzyon hızına (çekiş hızı> ekstrüzyon hattı hızı%15) eşleşmez, bu da desen detaylarının kabartma ve düzleştirilmesi sırasında eriyenin aşırı gerilmesine neden olur.
Çözüm önerileri:
Çekiş hızını, çekiş hattı hızı, inverter bağlantısı ile kontrol edilebilen ekstrüzyon hızına (hata ≤%5) eşleşecek şekilde ayarlayın.
2. Yağlayıcı uygunsuz kullanımı
Sebep:
Aşırı yağlayıcı ilavesi (%1,5'ten fazla) eriyik yüzeyinin çok pürüzsüz, kabartma sırasında kayması kolay ve desen oluşturulması zor.
Çözüm:
Yağlayıcı miktarını (%0.5 ~%1.0 içinde kontrol etmek gibi) azaltın veya eriyik yapışmasını etkilemeyi önlemek için daha iyi uyumluluk (gliseril stearat gibi) ile bir dahili yağlayıcı ile değiştirin.
Özetlemek gerekirse, çevrimiçi kabartma sorununu çözmek birden fazla yön gerektirir. Kök nedenini bulun ve gerçek üretim durumuna göre çözün. Sonra yüksek kaliteli ve güzel WPC zemin kaplaması yapabilirsiniz. Herhangi bir ihtiyacınız varsa, çevrimiçi WPC Delling üretiminde çeşitli sorunları çözmenize yardımcı olmak için lütfen Yongte Mühendis Ekibi ile iletişime geçin.
