

Ekstrüde edilmiş WPC kapı panellerinin pürüzlü yüzeyi problemi nasıl çözülür?
Ekstrüde edilmiş WPC kapı panellerinin pürüzlü yüzeyi problemi nasıl çözülür?
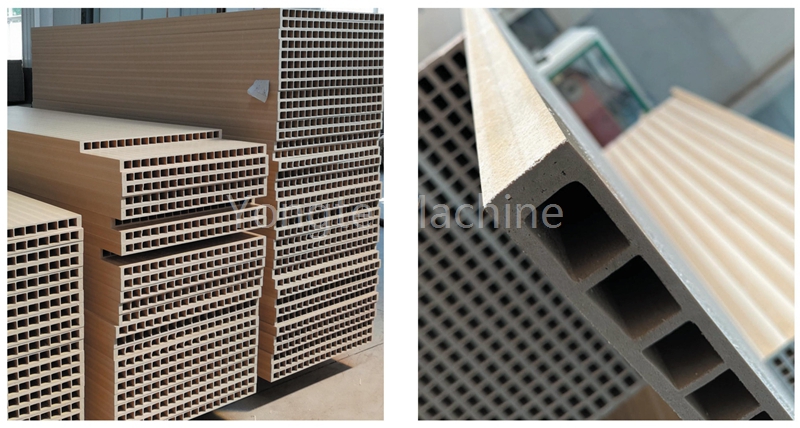
Ahşap plastik WPC kapı panelleri üretilirken, yüzey düzlüğü WPC kapı panellerinin kalitesi için çok önemlidir. Bununla birlikte, birçok ahşap plastik kapı fabrikası, ekstrüde edilmiş WPC kapı panellerinin yüzeyinin üretim sırasında kaba ve donuk olduğu sorun karşısında çaresizdir. Bugün, Yongte Mühendis Ekibi bu sorun için özel bir analiz ve çözüm sunmaktadır.
Ekstrüde edilmiş ahşap plastik WPC kapı paneli, hammadde formülü, proses parametreleri, ekipman durumu veya soğutma ve kalıplamadaki problemlerden kaynaklanabilecek kaba ve parlaklıksızdır.
Özel neden analizi ve çözümleri aşağıdadır:
I. Olası neden analizi
1. Hammadde formülü problemi
· Reçinenin dolgu maddesine oranı dengesizdir
· Ahşap tozu/fiber dolgu içeriği çok yüksekse (%60'dan fazla), reçine dolgu parçacıklarını sarmak için yeterli değildir, bu da düzensiz bir yüzeye neden olur.
· Reçinenin erime indeksi (MI) çok düşüktür ve akışkanlık zayıftır, bu nedenle dolgu boşluğunu eşit olarak dolduramaz.
· Katkı maddelerinin yanlış eklenmesi
· Yetersiz yağlayıcı: Dahili yağlayıcıların (stearik asit, parafin gibi), yüksek eriyik viskozitesi, malzemelerin zayıf plastikleştirilmesi, pürüzlü yüzeyin yetersiz ilavesi.
· Parlaklık ajanı eksikliği: Akrilik ester, polietilen balmumu ve diğer parlaklık arttırıcılar eklenmez veya miktar yetersizdir (genellikle 0.2-0.5 parça).
· Aşırı stabilizatör: Çok fazla ısı stabilizatörü (kurşun tuzu, kalsiyum ve çinko gibi) yüzeye çökeltilebilir ve parlaklık etkileyebilir.
· Paketleme malzemesinin yetersiz ön tedavisi
· Ahşap tozunun nem içeriği çok yüksektir (>%5) ve ekstrüzyon sırasında su buharı üretilir, bu da yüzeyde kabarcıklar veya lekeler ile sonuçlanır; Birleştirme işlemi (silan veya titanat gibi) gerçekleştirilmezse, dolgu ve reçine arasındaki arayüz zayıf bir şekilde birleştirilir ve düşmesi kolaydır.
2. Ekstrüzyon işlem parametreleri mantıksızdır
· Yanlış sıcaklık kontrolü
· Düşük sıcaklık: Reçine tamamen eritilmez, dolgu maddeli karışım düzensizdir ve yüzeyde granüler çıkıntılar görünür.
· Yüksek Sıcaklık: Reçine bozulması veya dolgu karbonizasyonu, gri yüzey, parlaklık yok (referans: PVC tabanı önerildi 160-190℃, PE/PP tabanı 180-220℃).
· Vida hızı ve basınç anormaldir
· Vida hızı çok hızlıysa (> 60r/dk gibi), kesme etkisi güçlüdür, bu da malzemenin lokal aşırı ısınmasına veya bozulmasına neden olur; Vida hızı çok yavaşsa, plastikleşme yetersizdir ve yüzey pürüzlüdür.
· Kalıp basıncı çok düşükse (<10MPA gibi), eriyik tam olarak doldurulmaz ve yüzey sıkıştırılmış parlaklıktan yoksundur.
3. Ekipman ve küf problemleri
· Vida giyilir veya tasarım makul değil
· Vida ve vida boşluğu çok büyüktür (> 3mm), malzemenin tutma süresi uzundur ve plastikleşme düzgün değildir; Sıkıştırma oranı yetersizdir (<2: 1 gibi), bu da eriyik yoğunluğuna neden olur.
· Kalıp koşucu kusuru
· Akış kanalının iç duvarı pürüzlüdür ve ölü köşelere sahiptir, böylece malzeme tutulur ve karbonize edilir; Kalıp çıkışının tasarımı mantıksızdır (düz kesit çok kısadır), böylece eriyik kalıptan ciddiye genişler ve yüzey pürüzsüz değildir.
· Filtre tıkanmış
· Filtrenin ağ sayısı çok yüksekse (> 80 gibi) veya kullanım süresi çok uzunsa, malzeme akış direnci büyüktür, bu da basınç dalgalanmalarına ve yüzey kusurlarına neden olur.
4. Soğutma ve sorunlar belirleme
· Soğutma hızı çok hızlı veya çok yavaş
· Soğutma suyu sıcaklığı çok düşükse (<10 gibi℃), eriyik hızlı bir şekilde katılaşacak ve yüzey tam olarak düzleştirilmeyecektir; Su sıcaklığı çok yüksekse (> 30 gibi℃), ayar yetersiz olacak ve yüzey kolayca çizilecek veya pürüzlü olacaktır.
· Sabit manşonun tasarımı mantıksızdır
· Sabit manşon ve kalıp arasındaki boşluk çok büyüktür, böylece eriyik sarkık ve deforme olur; Dahili soğutma suyu kanallarının dağılımı düzgün değildir, bu da tutarsız lokal soğutmaya neden olur.
· Çekiş hızı ekstrüzyon hızına uymuyor
· Çekiş hızı çok hızlıysa, kapı plakası gerilir ve inceltilir ve yüzey turuncu kabuk görünür; Çok yavaşsa, birikim pürüzlü yüzeye yol açacaktır.
2. Çözümler
1. Hammadde formülünü optimize edin
· Reçinenin dolgu maddesine oranını ayarlayın
· Ahşap tozu içeriğini%50-%55'e düşürün, reçine dozunu (PE/PP tabanı gibi%30'dan%35'e) artırın, kaplamayı iyileştirin; Yüksek MI reçinesini seçin (MI = 8-12G/10 dakika PE gibi), akışkanlığı artırın.
· Katkı maddelerinin makul eklenmesi
· Yağlayıcı: Dahili yağlayıcı miktarını (stearik asit gibi 0.3 kısımdan 0.5 parçaya) artırın veya eriyik viskozitesini azaltmak için bileşik yağlayıcı (EBS etilen butil stearat, 0.2-0.4 kısım gibi) ekleyin.
· Parlaklık Ajanı: Yüzey parlaklığını iyileştirmek için polietilen balmumu (0.3-0.5 parça) veya akrilik parlaklık ajanı (0.2 parça) ekleyin.
· Kuplaj ajanı: Ahşap tozu, arayüzey bağlanma kuvvetini geliştirmek ve dolgu maddesinin dökülmesini azaltmak için silan kuplaj maddesi (KH-550,0.5-1.0 kısım gibi) ile önceden muamele edilir.
· Paketlemenin nem içeriğini ve inceliğini kontrol edin
· Ahşap tozu nem içeriğine <%3'ü kurutulur ve kaba parçacıklar eleme ile çıkarılır (parçacık boyutunun <80 olması önerilir).
2. Ekstrüzyon işlemi parametrelerini ayarlayın
· Sıcaklık ayarını optimize et
· 165 PVC dört aşamalı sıcaklık ayarı gibi "aşamalı ısıtma" modu benimsenmiştir℃ (besleme bölümü)→175℃ (Sıkıştırma Bölümü)→185℃ (eriyik bölümü)→180℃ (kalıp bölümü), reçinenin tamamen plastikleştirildiğinden ve bozulmamasını sağlamak için.
· Yüzey yetersiz plastikleşme nedeniyle pürüzlüse, erime bölümünün sıcaklığı 5-10℃; Aşırı ısınma nedeniyle bozulursa, sıcaklık düşürülmeli ve kalma süresi kısalmalıdır.
· Vida hızını çekiş hızıyla eşleştirin
· Vida hızı 40-50R/dakikada kontrol edilir ve çekiş hızının ekstrüzyon hızına oranı 1.1-1.3: 1'dir. Kapı plakasının kalınlık homojenliği gözlemle ayarlanır.
· Kalıp basıncını artırın
· Daha yüksek ağ filtresini (60 ağdan 80 ağ gibi) değiştirin veya kalıp boşluğunu azaltın, böylece eriyik yüksek basınç altında tamamen sıkıştırılır (hedef basınç 12-15MPA).
3. Ekipman ve kalıpları inceleyin
· Vida ve namlu aşınmasını kontrol edin
· Vida ve namlu arasındaki boşluğu ölçün, 3 mm'yi aşarsa, plastikleştirme etkisini iyileştirmek için sıkıştırma oranının 2,5-3: 1 olduğundan emin olmak için vidayı veya namluyu değiştirin.
· Parlatıcı Kalıp koşucusu ve ölümü
· Kalıp koşucusunun iç duvarı bir ayna ile cilalanır (pürüzlülük RA <0.8μm) ölü köşeleri ortadan kaldırmak; Die'nin düz bölümü, genişlemeyi kalıptan uzaklaştırmak için boru çapının 10-15 katına kadar uzatılır.
· Filtreyi temizleyin
· Filtre ekranını düzenli olarak değiştirin (4 saatte bir kontrol etmeniz önerilir) ve tutulan karbonize malzemeyi çıkarın.
4. Soğutma ve kalıplama işlemini geliştirin
· Soğutma suyu sıcaklığını ve akış hızını optimize edin
· Sabit manşon suyunun sıcaklığı 15-25'te kontrol edilir℃ve akış hızı 5-8l/dak. Segmentli soğutma (ön bölümdeki su sıcaklığı biraz daha yüksektir ve arka kesitteki su sıcaklığı daha düşüktür), ani soğutmayı önlemek için eşit olmayan yüzey stresine neden olur.
· Şekilli manşonun konumunu ve çekiş gerginliğini ayarlayın
· Kalıp manşonu ve kalıp arasındaki boşluk, eriyenin zamanında kalıplanmasını sağlamak için 5-10 mm'ye kadar kısalır; Çekiş makinesi, gerilmeyi önlemek için hafif bir gerilim (yaklaşık 5-10N) uygular.
· Yüzey işlem süreci ekleyin
· Ekstrüzyondan hemen sonra, yüzeyin parlaklığını ve pürüzsüzlüğünü iyileştirmek için parlatma silindiri veya kaplama cihazı yoluyla ince bir parafin emülsiyonu veya poliüretan berrak vernik tabakası uygulanır.
3. Önleme ve günlük bakım
1. Bir tarif ve süreç veritabanı oluşturun
· Hızlı ayarlama için farklı hammadde oranlarına karşılık gelen en iyi sıcaklığı, basıncı, çekiş hızını ve diğer parametreleri kaydedin.
2. Ekipmanı düzenli olarak koruyun
· Ekstrüder namlusu ve kalıp her hafta temizleyin, sabit çalışma sağlamak için her ay sıcaklık kontrol sistemini ve soğutma su devresini kontrol edin.
3. İlk parça denetimi ve proses izleme
· Makineyi başlattıktan sonra, ilk parçayı alın ve bir pürüzlülük ölçerle test edin (Hedef RA <3.2μm) ve parlaklık ölçer (hedef 60° Gloss> 30gu) ve parametreleri zamanında ayarlayın.
Yukarıdaki önlemler sayesinde, pürüzsüz ve parlak görünüm standartlarına ulaşmak için ahşap plastik kapı panellerinin yüzey kalitesi etkili bir şekilde geliştirilebilir.