

WPC granülatör makinesinin vidası neden çalışırken bozuluyor?
WPC granülatör makinesinin vidası neden çalışırken bozuluyor?
Bazen Kullanıcılar WPC granülatör vidasının aniden kırıldığı durumlarla karşılaşabilirler. Bunun ana nedenleri şunlar olabilir: malzeme performansının standartlara uygun olmaması, hatalı çalışma, bakım eksikliği ve tasarım kusurları. Sık görülen arızalardan kaçınmak için hedefe yönelik araştırma gereklidir.1, Malzeme ve Üretim Sorunları Bu, bileşenin yük direncini doğrudan belirleyen inşaat demiri bloğunun kırılmasının temel nedenidir.
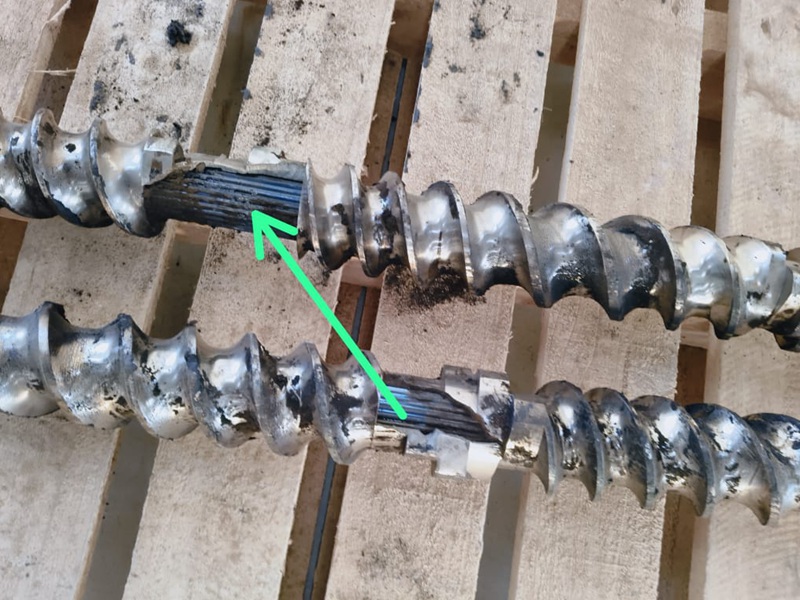
Vida Malzemesi uyumsuzluğu:Dişli bloklar, özel aşınmaya dayanıklı alaşımlar (örneğin, 38CrMoAlA veya bimetalik kompozitler) yerine sıradan çelikten (örneğin, No.45 çelik) yapıldığında, yüksek sıcaklık ve yüksek basınçlı ahşap-plastik işleme sırasında yeterli dayanım ve tokluktan yoksun olabilirler ve bu da gevrek kırılmaya yol açar.
Isıl işlem prosesindeki kusurlar:Dişli bloklar, özel aşınmaya dayanıklı alaşımlar (örneğin, 38CrMoAlA veya bimetalik kompozitler) yerine sıradan çelikten (örneğin, No.45 çelik) yapıldığında, yüksek sıcaklık ve yüksek basınçlı ahşap-plastik işleme sırasında yeterli dayanım ve tokluktan yoksun olabilirler ve bu da gevrek kırılmaya yol açar.
Yetersiz işleme doğruluğu:Dişin kökü çok küçükse, stres yoğunlaşma noktaları oluşturacak ve uzun süreli çalışmadan sonra kademeli olarak kırılmaya kadar genişleyecek çapak veya çatlaklar mevcuttur. 2, Uygunsuz kullanım Günlük çalışmada standart dışı davranış, dişli bloğun yükü tasarım aralığının ötesinde taşımasına neden olacaktır.
Kararsız besleme:ahşap-plastik hammaddenin besleme miktarı (talaş ve plastik parçacık karışımı gibi) dalgalanır, bu da vida yükünde ciddi dalgalanmalara neden olur ve dişli blok dönüşümlü olarak aşırı yüke ve darbeye ve tekrarlanan stres altında yorulma kırılmasına maruz kalır.
Malzemedeki yabancı madde:Hammaddeye metal bloklar, taşlar ve diğer sert nesneler karışarak iplik oluğuna sıkışacak ve iplik bloğu anında büyük bir torka maruz kalacak, bu da çatlamaya veya kesme kırılmasına neden olacaktır.
Yanlış başlatma/kapatma prosedürleri:Başlatma sırasında ön ısıtmanın veya düşük hızda beslemenin yapılmaması, düşük sıcaklıklarda dişli blokta aşırı gerilime neden olur. Kapatma sırasında malzemenin boşaltılmaması, soğuduktan sonra katılaşmaya neden olur. Sonraki işlemler sırasında zorla başlatma, aşırı yük nedeniyle dişli bloğun kırılmasına neden olabilir.3, Bakım eksikUzun süreli bilimsel bakım eksikliği, inşaat demiri bloğunun yaşlanmasını hızlandıracak ve kırılmaya neden olacaktır.
Aşınma ve yıpranma:Ahşap-plastik hammaddesindeki sert parçacıklar diş yüzeyini aşınmaya devam edecek, bu da diş tipinin sığlaşmasına, kuvvet alanının azalmasına, lokal gerilimin artmasına ve sonunda kırılmaya neden olacaktır.
Anormal montaj boşluğu:uzun süreli kullanımdan sonra dişli blok ile vida ve namlu arasındaki boşluk artar ve çalışma sırasında radyal sıçrama meydana gelir. Dişli blok ek radyal kuvvete maruz kalır ve kökten kırılması kolaydır.
Yetersiz yağlama:Dişli blok ile tahrik mili arasındaki bağlantıda yağlama başarısız olursa, kuru sürtünme oluşacaktır, bu sadece çalışma direncini arttırmakla kalmayacak, aynı zamanda yerel aşırı ısınmaya da yol açacak, malzemenin mukavemetini azaltacak ve kırılmaya neden olacaktır.4, Tasarım ve eşleştirme kusurları Ekipmanın tasarımındaki problemler, dişli bloğun kullanım başlangıcından itibaren kırılma riskine sahip olmasına neden olacaktır.
Mantıksız yapı tasarımı:İplik bloğunun diş açısı ve eğimi, ahşap-plastik hammaddelerin özellikleriyle eşleşmez veya ipliğin kökü güçlendirilmez (yuvarlak köşenin artmaması gibi), bu da strese karşı zayıf bir alan oluşturmayı kolaylaştırır.
Güç ve yük uyumsuzluğu:Seçilen iş parçacığı bloğu spesifikasyonu ana bilgisayarın gücüyle eşleşmiyorsa (yüksek güçlü motorlu küçük bir iş parçacığı bloğu gibi), aşırı yük nedeniyle işlemin iş parçacığı bloğunun yük sınırını aşması kolaydır.
WPC granülatör vidasının kırılmasını azaltmak için kaynağın kontrol edilmesi önerilir: satın alma sırasında sıkı ısıl işlem uygulanan bimetalik dişli bloklara öncelik verin; kullanım sırasında hammaddelerdeki yabancı maddelerin eşit şekilde beslenmesini ve düzenli olarak temizlenmesini sağlamak; her 100-200 saatlik çalışmadan sonra diş bloğu aşınmasını ve montaj açıklığını kontrol edin.